
Simpele stalen velg voor de transportfiets, gemaakt uit gerolde en aan elkaar gelaste strip

Dit is ook een simpele
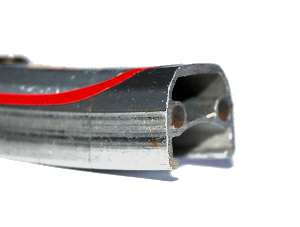
velg, maar dan uit aluminium. Aluminium heeft bij nat weer
nog een redelijke wrijving, zodat dat materiaal veel
met velgremmen wordt gecombineerd. De zijkanten zijn vlak
voor de remblokjes, met het gebruik zal de velg dan ook
door slijtage dunner worden.
De twee ronde kanalen zijn om de
velgeinden na het rondwalsen aan elkaar te verbinden: daar
komen twee centreerpennen in.

Nog een simpele velg, maar deze heeft een groef aan de binnenkant om de hieldraad van de buitenband in te vangen . Deze is noodzakelijk als je een vouwband wil monteren.

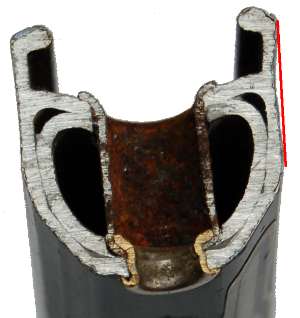
Dit is een holle (aero) velg.
Dit profiel heeft veel meer volume en is daardoor stijver.
Dit profiel is voor een velg met 30 mm al vrij hoog, Hoe
hoger het profiel hoe moeilijker het ook voor de fabrikant
wordt om de rechte buis netjes rond in een hoepel te
walsen.
Nog een holle gestoken velg,
maar een iets minder wild profiel. Als je goed kijkt zie
je de verbinding waar de twee helften tegen elkaar komen.

Behalve
steken
kun je een velg ook lassen: ter hoogte van de las zit een
dik blok aluminium om de helften te centreren, en de
einden worden vervolgens dmw weerstandslassen verbonden.
Een dergelijke velg is iets beter bestand tegen vervorming
als je net met de verbinding over een steen stuitert.

Dit is een spaakgat in een holle profielvelg.
Het gat is versterkt met een ingeklonken ringetje, dat
heet (enkel) gebust. Het velgbed is ook doorboord, anders
krijg je de nippels niet in de spaakgaten. Nadeel is wel
dat je de spaaknippels bij montage in de velg kunt laten
vallen!

een hele simpele enkel gebuste velg. Met dit type velg is een eenvoudig rubberen velglint aanvaardbaar, maar als de spaaknippels in een verzonken gat zitten heb je een hard of een plaklint nodig
Een detail van een dubbel gebuste velg. Hier is een stalen (roestig ) hoedje toegepast, en een ingeklonken messing (koperkleurig) ringetje. Het buisje in de velg dient om de twee helften te verbinden en is meegeklonken met de bus voor extra stevigheid. De velg is trouwens al aardig gesleten op de remvlakken.
Is zo'n enkele of dubbele bus
trouwens noodzakelijk? De velgenfabrikant laat hem
uiteraard liever weg, want dat scheelt werk, dure machines
etc. En er zijn genoeg velgen die zonder busjes heel
blijven, gewoon een kwestie van materiaalkeuze en
dimensionering, net als wanneer je wel bussen toepast.
Voor de wielenbouwer ligt het echter genuanceerder. Als je
met de hand wielen bouwt is een busje practisch, want je
kan geen nippel in de velg verliezen. Als je
onderweg een spaak wil vervangen is dat ook handig, want
je kan dan de (tubeless) band gewoon laten zitten: 3
minuten werk en gratis tegen over een uur prutsen, nieuw
lint, etc) Maar een ingeperste bus is vooral beter omdat
aluminium een zeer slecht oppervlak is om de nippel op te
laten draaien. Met een rvs of messing bus als onderlegvlak
(en gatvoering) is er een aardige relatie tussen
spaakspanning en moment op de spaaksleutel. Zonder bus is
dat een drama, en loop je de kans dat de nippel zich
compleet vastvreet, ook al heb je eerst tijdrovend de
gaten ontbraamd, gesmeerd etc. Als je pech hebt draai je
de nippel door midden en kun je de spaak door knippen
en opnieuw beginnen. Met een zeskant nippel
waarbij je met een sleutel door het velggat de kop
aandraait loop je daar minder kans op, maar die nippels
moet je weer apart aanschaffen want spaken worden veelal
geleverd met nippels met een sleufkop. Lost de variatie in
wrijving bij het aandraaien niet op, maar de nippel
overleeft het. Wat wel helpt is een onderlegring onder de
spaaknippel, maar dan moet je 36 keer een dun ringetje op
een nippel steken, die combinatie door de holle velg heen
hengelen, en dan niet verliezen (of weer schudden om
de nippel en het ringetje er weer uit te krijgen) als je
de spaak probeert op te pikken. Ik bouw dus graag met
dubbel gebuste velgen, voor een volledig geautomatiseerde
machine en andere kwaliteitseisen maakt het minder uit.

Om de slijtage zichtbaar te maken zijn velgen tegenwoordig vaak voorzien van indicatoren. Mavic gebruikt bij sommige velgen bovenstaande methode. Aan de binnenkant is een kleine infrezing gemaakt. Als de velg te dun wordt zie je in het remvlak een gat verschijnen.!

Wat
minder
positief is het draaien van een groef in het remvlak. Als
je die niet meer ziet kun je daaraan zien dat de velg te
dun is. Nieuw ziet de groef er zo uit

Bij DT-Swiss moet je nog beter kijken, met een aantal
kleine boorgaten in het remvlak

Ryde velgen doen het anders, die hebben een dunne plek aan de binnenkant. Als de velg te dun wordt zie je een scheur ontstaan, maar de rand van de velg zit nog steeds stevig vast aan de rest van de velg

Spaakgaten
zijn meestal verzet. Het ventielgat zit wel netjes midden
in de velg, de spaakgaten zijn om en om links of rechts
gericht zodat de spaken geen rare bocht hoeven te maken.
Bij deze velg zit het spaakgat links van het ventielgat
hoog, maar net anderom (dus links laag) kan helaas ook. Je
weet nooit wat je krijgt en het maakt bij het herspaken
van een wiel wel uit

Velgen zijn bijna allemaal van aluminium, maar dit is nog een ouwetje van hout!

En tegenwoordig zijn ze uiteraard van carbon. Een velg voor een draadband met een remvlak is in carbon niet te maken, omdat de epoxy week wordt als je de velg met remmen verwarmd. Met remmen knijp je de velgranden dan naar elkaar toe, en de 10 bar in de band wil juist de andere kant op. Bij een tubevelg zoals hier boven waar een band op wordt gelijmd heb je geen last van de luchtdruk en een stabielere vorm. Carbondraadvelgen hadden daarom soms toch een aluminium velgbed want dat wordt niet week onder invloed van de remwarmte. Carbon zelf kan de warmte maar lastig kwijt, dus dat maakt voor inconsistent (velg)remmen. Nu jan en alleman op schijfremmen overgaat is dat probleem natuurlijk opgelost.